
Entwicklung Bauteiloptimierung vom Profi
Unsere Entwicklung beinhaltet die frühzeitige Zusammenarbeit mit unseren Kunden, um schon bei der Bauteilentwicklung gussrelevante Gesichtspunkte zu berücksichtigen. Durch diesen Austausch können später Probleme frühzeitig erkannt und Kostenreduzierungspotenziale für Ihr Produkt erreicht werden.
Neben der Beratung werden in unserem Haus regelmäßig Versuche gefahren, um die Anschnitt- und Gusstechnik stetig weiter zu optimieren und die technologischen Grenzen auszuloten.
Gusstechnische Bauteiloptimierung
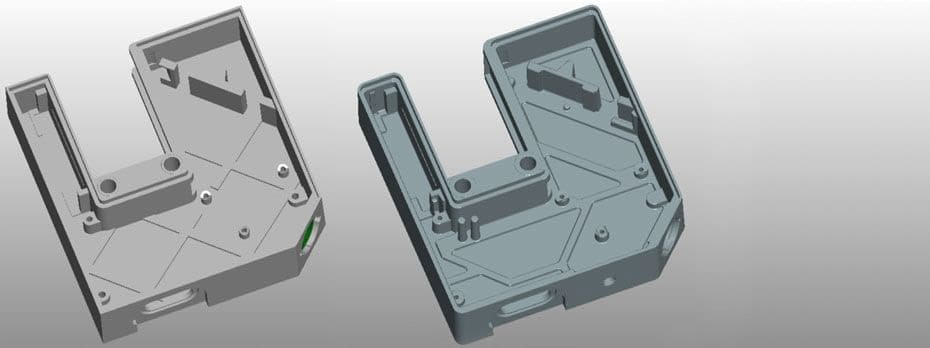
Bei der gusstechnischen Optimierung von Bauteilen sind folgende Faktoren zu berücksichtigen. In der Regel wird zuerst versucht, das Bauteilgewicht durch Aussparungen und Reduzierung der Wandstärken zu minimieren. So kann der Materialeinsatz, und somit die Kosten, deutlich verringert werden. Im Folgenden müssen die Konturen und Trennungen so angelegt werden, dass sich das Bauteil auch entformen lässt. Hier kommt es zu einer Wechselwirkung zwischen der technischen Funktion (Zulässigkeit von Entformungsschrägen), der möglichst geringen Erhöhung des zuvor reduzierten Bauteilgewichtes (Innenradien) und der resultierenden Komplexität des Werkzeuges.
Sind diese Punkte in Einklang gebracht und das Bauteil hat sich als gießbar erwiesen, folgt die Definition der Anschnitte, Entlüftungen und Auswerferpositionen. Im Idealfall wird versucht, den Anguss so zu positionieren, dass die Füllung vom größten zum kleinsten Volumen erfolgt und die Entlüftung an den Stellen sitzt, die das flüssige Zink zuletzt erreicht. Kann das ideal umgesetzt werden, wird die Anzahl an Lunkern und Blasen im Gussteil deutlich reduziert.
Fertigungstechnische Bauteiloptimierung
Die gusstechnische Optimierung ist nur der erste Schritt zu einem kostengünstigen Produkt. Oft muss vom gusstechnischen Ideal Abstand genommen werden, um alle Anforderungen umzusetzen. Besondere Anforderungen sind gewünschte Sichtbereiche oder Oberflächenbehandlungen, die möglichste Reduzierung der Nacharbeit am Gussteil und die Einhaltung von kritischen Qualitätsmerkmalen.
Wird hier eine explizite Betrachtung des Bauteils und des späteren Anforderungsprofils durchgeführt, kann durch eine innovative Gestaltung eine deutliche Fertigungskostenreduzierung und Ausschussminimierung erreicht werden. Auch ist es möglich, den Aufwand für die Qualitätssicherung deutlich zu reduzieren, wenn maßlich und kritische Konturen werkzeugfallend umgesetzt werden und nicht später spannend nachgearbeitet werden müssen.
Berücksichtigung der Oberfläche in der Entwicklungsphase
Jede mögliche Oberflächenbeschichtung trägt in einem bestimmten Maß auf das Gussteil auf. Die Schichtdicke und die Schwankungen müssen entsprechend dem ausgewählten Verfahren im Werkzeug berücksichtigt werden, um enge Toleranzen zu halten. Varianten mit unterschiedlichen Beschichtungsverfahren lassen sich später nur darstellen, wenn die Zeichnungstoleranzen die Schichtdickenunterschiede bei den unterschiedlichen Beschichtungsverfahren zulassen. Auch stellen die unterschiedlichen Verfahren bestimmte Anforderungen an das Gussteil.
Bei Beschichtungen, die bei einer hohen Temperatur erfolgen, dürfen am Gussteil keine Blasen entstehen. Um Blasen zu vermeiden, müssen die Lufteinschlüsse im Guss möglichst reduziert werden. Dies wird durch das Formfüllverhalten, in Abhängigkeit der möglichen Entlüftung und Angussposition als auch durch die Bauteilgeometrie selbst, stark beeinflusst.
Soll ein Bauteil tauchlackiert werden, muss bei der Konstruktion eine Lage vorgesehen werden, bei der das "Schöpfen" vermieden wird, um Lacknasen oder Tropfstellen auszuschließen. Galvanische Bäder scheiden nur entlang Ihrer Feldlinien ab.
Bei komplexen Bauteilkonturen erfolgt so eine wesentlich höhere Materialabscheidung an exponierten als an abgedeckten Stellen. Wird ein guter Korrosionsschutz auch im Inneren des Bauteils gefordert, muss entsprechend eine höhere mittlere Schichtdicke aufgebracht werden. Die maßlichen Unterschiede müssen im Werkzeug berücksichtigt werden, um die Zeichnungsvorgaben zu erfüllen.
Innerhalb einer bestimmten Verfahrensgruppe, wie beispielsweise der galvanischen Beschichtung bleibt die Anforderung an das Gussteil, die Schichtdicke und deren Schwankungen relativ konstant. Jedes Beschichtungsverfahren bietet eine Vielzahl von Variationen, die bestimmte optische oder funktionale Anforderungen erfüllen.
Gusstechnische Versuche
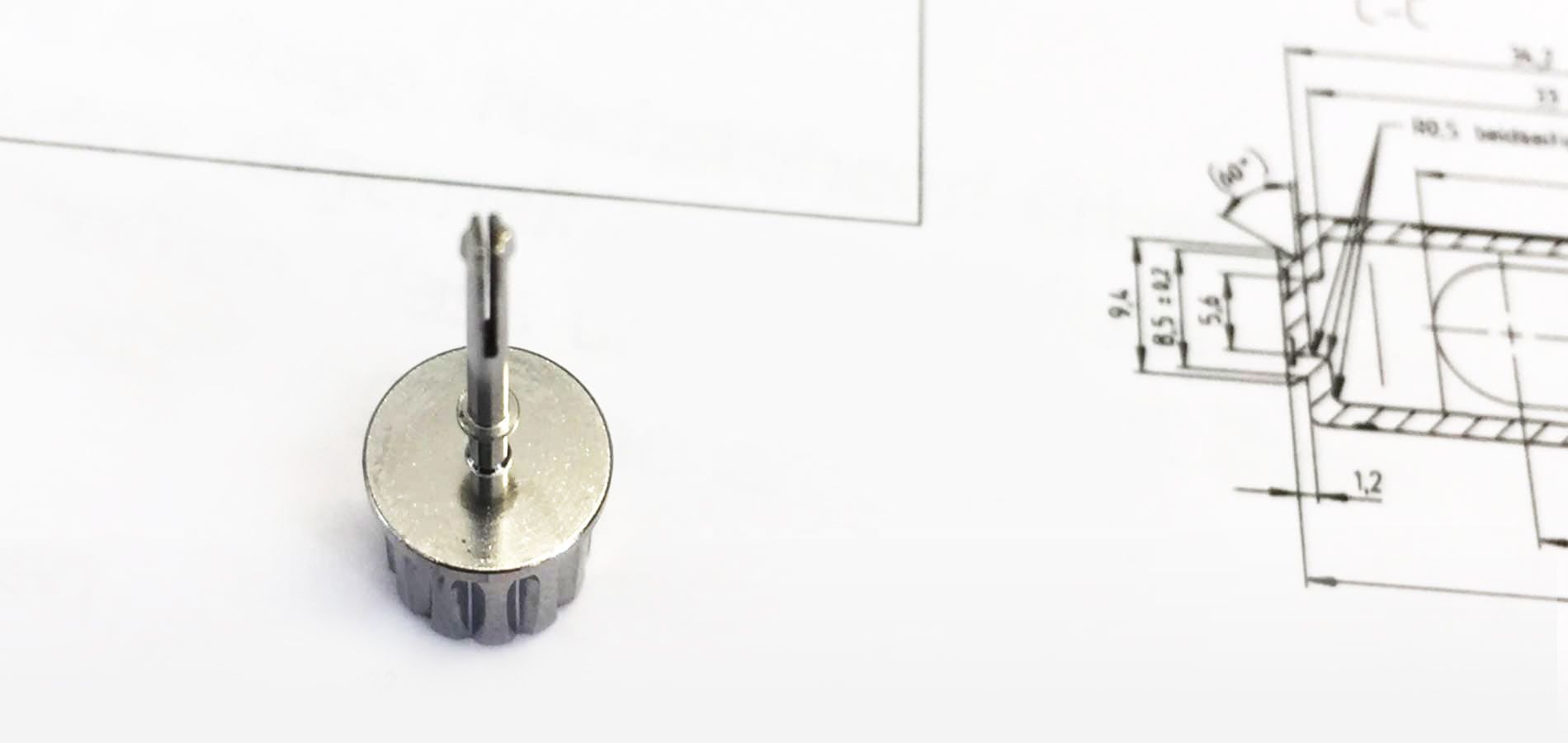
In der Gießereitechnik sind bestimmte technologische Grenzen bekannt. Diese basieren auf physikalischen Berechnungen und Erfahrungswerten. Durch Versuche oder eine Formfüllsimulation können konstruktive Schwächen des Bauteils und des Angusskonzeptes vorab bewertet werden.
Im besonderen Augenmerk stehen hier die Grenze der gießbaren Wandstärken, die Beurteilung der Gefügezusammensetzung und das thermische Verhalten beim Abkühlen.
Prozessentwicklung
Um eine gleichbleibende Qualität und eine hohe Kosteneffizienz zu erreichen, spielt die Entwicklung eines entsprechenden Fertigungsprozesses eine entscheidende Rolle. Wir legen bei der Gestaltung unserer Prozesse besonderen Wert auf kurze Durchlaufzeiten und in die Prozesse integrierte Qualitätsprüfungen. Um eine hohe Kosteneffizienz zu erhalten, ist es wichtig, dass schon während der Angebotsphase die grundlegenden Kernelemente berücksichtigt werden. So können die angepeilten Losgrößen von der Werkzeugauslegung über alle Prozessschritte, intern und extern, einschließlich der Logistik, ideal abgestimmt werden.
Oft kann durch eine perfekte Abstimmung der Bearbeitung und Lieferlose, der Rüst- und administrative Aufwand deutlich reduziert, die Produktion innerhalb der gesamten Lieferkette bis zum Endverbraucher geglättet und das Risiko von Qualitätsabweichungen minimiert werden. In einem gut abgestimmten Fertigungs- und Lieferprozess liegen hohe Kostenreduzierungspotenziale nicht nur in Bezug auf den Einkaufspreis, sondern auch bei der Weiterverarbeitung in Ihrem Haus.
