
Gießerei Bestmögliche Gussqualität für Ihre Anforderungen
In unserer Gießerei können Bauteile mit einem Gewicht von 2 bis 800 Gramm gegossen werden. Wir achten bei unseren Gießanlagen auf eine stetig einwandfreie Funktion und dokumentieren unsere Einstellparameter kontinuierlich. Unsere erfahrenen Einsteller überprüfen den Guss regelmäßig und nehmen gegebenenfalls Anpassungen vor.
So wird sichergestellt, dass Sie von uns in einer gleichbleibenden Qualität beliefert werden. Ein Verschleiß oder eine zunehmende Gartbildung wird erfasst und die Reparaturmaßnahme dokumentiert.
Funktion einer Gießmaschine
Die Funktion einer Gießmaschine beschränkt sich im Wesentlichen auf das Füllen des geschlossenen Werkzeuges mit dem flüssigen Zink, das Zuhalten der Form während des Füllens, das Öffnen der Form, wenn das Zink erstarrt ist und das anschließende Auswerfen des Gussteils.
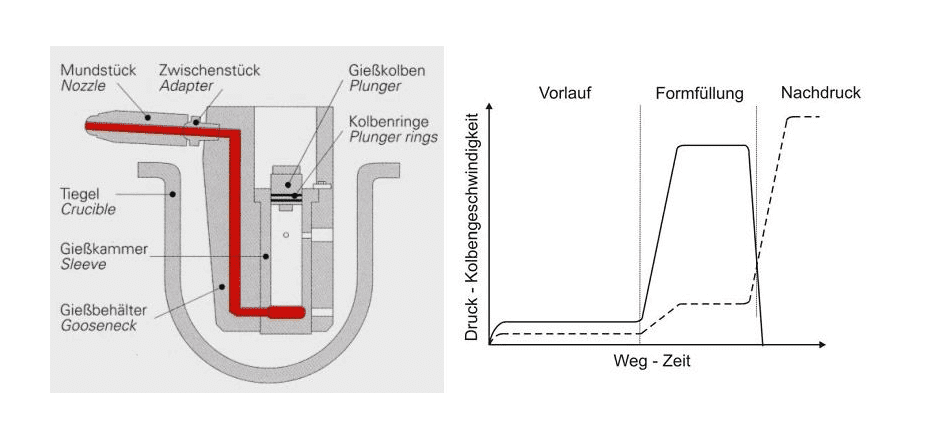
Das Füllen der Form mit dem flüssigen Material ist in mehrere Phasen unterteilt:
- Kolben ist in Grundstellung (oben) und Gießkammer ist mit Schmelze gefüllt
- Beginn 1. Phase: Kolben drückt Schmelze langsam durch die Gießkammer, die Steigbohrung, das Mundstück und durch den Angusskanal zum Anschnitt des Gussteils
- Beginn 2. Phase: Kolben beschleunigt und füllt die Formkammer mit Schmelze
- Beginn 3. Phase: Kolben bremst kurz vor (im Millisekunden Bereich) der kompletten Formkammerfüllung ab und drückt dann erst mit vollem Druck auf die Schmelze, bis das Teil erstarrt ist. Dies verhindert, dass die Druckgussform durch die stark beschleunigte Schmelze aufgedrückt wird und Grat an dem Gussteil entsteht
- Kolben fährt wieder in Grundstellung und zieht nicht erstarrte Schmelze mit einem Sog wieder in die Gießkammer
Während des Füllens wird das Material mit einer Geschwindigkeit von bis zu 60 m/s und einem Druck von bis zu 350 Bar in die Form gepresst. Die dadurch entstehende Kraft in Abhängigkeit der Sprengfläche (Schattenfläche) des Gussteils muss durch die Gießmaschine aufgefangen werden. Die Größe wird bei einer Gießmaschine als Zuhaltekraft bezeichnet und durch einen Kniehebel erzeugt, der während des Füllens vollständig durchgedrückt ist und die ganze Kraft in das Maschinenbett einleitet.
Um das Gussteil entnehmen zu können, muss die Form, nachdem das flüssige Material erstarrt ist, wieder geöffnet werden. Der Kniehebel wir eingeklappt, bis die beiden Formhälften vollständig geöffnet sind. Durch den Schwund beim Erstarren schrumpft das Gussteil auf die Formkerne der Auswerferseite und fährt mit dieser frei.
Nun muss das Gussteil von den Kernen der Auswerferseite abgestreift werden. Durch einen hydraulischen Zylinder wird ein Bolzen nach vorne gedrückt, der fest mit dem in die Form integrierten Auswerferpakt verbunden ist. Die Auswerfer schieben das Gussteil vollständig aus der Auswerfseite. Nun kann das Gussteil frei fallen oder von Hand entnommen werden.
Technologische Neuerungen bei Gießmaschinen
Im Gegensatz zur bisher üblichen linearen Steuerung des Gießkolbens wird der Kolben bei der Echtzeitsteuerung progressiv gesteuert. Das bedeutet, dass die Kolbengeschwindigkeit und somit die Füllung im Teil optimal abgestimmt werden kann. Hier ist eine Einstellung von bis zu 20 unterschiedlich schnellen Phasen möglich. Bei der konventionellen Steuerung fährt der Kolben von Anfang bis Ende mit einer Geschwindigkeit und die Füllgeschwindigkeit ändert sich entsprechend der aktuell zu füllenden Querschnittsfläche im Gussteil.
Mit einer Echtzeitsteuerung (RC) wird die Gussteiloberfläche homogener, Grate können durch ein Abbremsen am Ende des Füllens deutlich verringert werden und die Gussqualität bei Bauteilen mit komplexen Geometrien kann deutlich erhöht werden.
Dokumentation der Einstellparameter und die Prozessoptimierung
Die Gussqualität wird durch unterschiedliche Parameter beeinflusst. Die zum einen durch die Einstellungen an der Maschine für die Mechanik wie Kolbenweg, Kolbengeschwindigkeit, Nachdruck, Abkühlzeit, Formöffnungszeit und der Auswerferhub. Aber auch thermische Größen, die über zusätzliche Kühlaggregate gesteuert werden, um die Formtemperatur zu regeln und die Sprühanlage um das Formtrennmittel aufzubringen. Diese Größen beeinflussen maßgeblich die Qualität des Gussteils, sind aber nicht als starre Einstellungen zu sehen.
Einflüsse wie Luftfeuchtigkeit, Außentemperatur und das Alter des Werkzeuges erfordern eine kontinuierliche Optimierung. Wir dokumentieren alle Grundeinstellungen und deren Abweichungen aufgrund von Außeneinfluss auf unseren Produktionsaufträgen. Nur so ist es möglich, über viele Jahre eine gleichbleibende Gussqualität zu liefern, die Ihren Anforderungen gerecht wird.
